

Správy z priemyslu


Správy z priemyslu
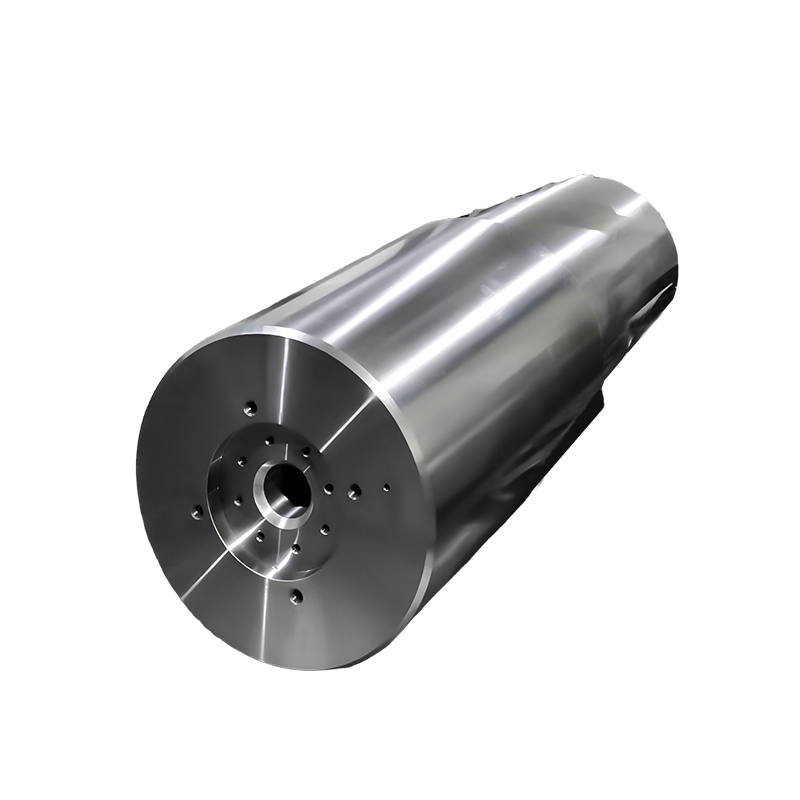
Čo sú to výkovky drviča?
2026-04-30
Drvič výkovkov sú vysokopevnostné kovové komponenty odolné voči opotrebovaniu vyrábané procesmi kovania špeciálne na použitie v strojoch na drvenie, hĺbenie a zmenšovanie veľkosti v baníctve, dobývaní, hutníctve a výrobe kameniva. Zahŕňajú štrukturálne a nárazové časti čeľusťových drvičov, kužeľových drvičov, nárazových drvičov, kladivových drvičov a rotačných drvičov – komponenty, ako sú excentrické hriadele, hlavné hriadele, prepínacie platne, ramená pitman, čeľuste drvičov a ložiskové kryty. Pretože tieto diely pracujú pri nepretržitom silnom nárazovom zaťažení, extrémnych tlakových silách a abrazívnom opotrebení, proces kovania – ktorý zosúlaďuje tok zrna s geometriou dielu a eliminuje vnútornú pórovitosť odliatkov – je výrobnou metódou, ktorá poskytuje odolnosť a spoľahlivosť, ktorú tieto aplikácie vyžadujú.
Kľúčové komponenty vyrábané ako výkovky z drviča
Na dosiahnutie požadovanej kombinácie pevnosti, húževnatosti a odolnosti proti opotrebeniu sa bežne vyrába niekoľko kritických častí v zariadení drvičov ako výkovky:
Excentrické hriadele a hlavné hriadele
Excentrický hriadeľ je srdcom čeľusťového alebo kužeľového drviča – prevádza rotačný pohyb na vratné drvenie. Táto zložka zažíva kombinované ohybové, torzné a rázové zaťaženia pri každom drviacom cykle, opakovanom miliónkrát počas životnosti stroja. Excentrický hriadeľ z kovanej legovanej ocele poskytuje odolnosť proti únave a rázovú húževnatosť, ktorú odliaty hriadeľ pri týchto trvalých cyklických zaťaženiach nedokáže spoľahlivo poskytnúť. Hlavné hriadele v kužeľových drvičoch nesú celú drviacu silu prenášanú z plášťa cez hriadeľ na rám – vyžadujúce kovanie bez vnútorných defektov, ktoré by mohli vyvolať únavové trhliny pri zmenách prierezu s vysokým napätím.
Pitman Arms and Toggle Plates
Pitmanovo rameno v čeľusťovom drviči prenáša pohyb excentrického hriadeľa na pohyblivú čeľusť. Ide o veľký výkovok s komplexnou geometriou, ktorý musí odolať dynamickému zaťaženiu niekoľko stoviek ton vo veľkých primárnych drvičoch. Kované pitmanove ramená sú výrazne pevnejšie ako zvárané výrobky ekvivalentnej veľkosti, pretože kovanie eliminuje zóny ovplyvnené teplom zvaru a zaisťuje nepretržitý tok zrna okolo bodov koncentrácie napätia, ako sú otvory pre ložiskové čapy a prechody sekcií. Kĺbové dosky slúžia ako obetný bezpečnostný prvok – navrhnutý tak, aby sa podvolil pred rámom – a musia byť vykované podľa presných špecifikácií mechanických vlastností, aby sa zlomili pri správnom zaťažení a nie príliš skoro alebo príliš neskoro.
Ložiskové puzdrá a komponenty rámu
Ložiskové puzdrá v primárnych drvičoch podopierajú excentrický hriadeľ prostredníctvom nepretržitého nárazového zaťaženia. Kované puzdrá poskytujú vynikajúcu rozmerovú stabilitu v porovnaní s odliatkami – spoľahlivejšie si zachovávajú geometriu otvoru pri trvalom zaťažení, čo je rozhodujúce pre udržanie správneho uloženia ložiska a zabránenie predčasnému zlyhaniu ložiska v dôsledku deformácie otvoru.
Kotúče rotora kladiva a drviča
V kladivových a nárazových drvičoch sa kotúče rotora, ktoré nesú čapy kladiva a samotné telesá kladiva, vyrábajú ako výkovky, kde sa vyžaduje najvyššia odolnosť proti nárazu. Proces kovania vytvára ušľachtilú štruktúru zrna, ktorá absorbuje energiu nárazu bez krehkého lomu – čo je kritické v aplikáciách, kde jednotlivé údery kladivom môžu dodať energiu niekoľko tisíc joulov.
Prečo výkovky prekonávajú odliatky v aplikáciách drvičov
Voľba medzi kovaním a odlievaním komponentov drviča je riadená špecifickými podmienkami zaťaženia, ktoré musia tieto diely prežiť. Drviče ukladajú nakladacie profily, ktoré odhaľujú základné slabiny odliatkov:
| Nehnuteľnosť | Kovanie | Casting |
|---|---|---|
| Vnútorná štruktúra | Rafinovaný, vyrovnaný tok zrna | Náhodné dendritické tuhnutie |
| Pórovitosť | Minimálne (uzavreté tlakom kovania) | Možné zmršťovacie dutiny |
| Pevnosť v ťahu | O 15–30 % vyššia ako odlievanie | Nižšia |
| Nárazová húževnatosť | Superior | Nižšia (porosity creates crack initiation sites) |
| Únavový život | Výrazne dlhšie | Obmedzené vnútornými chybami |
| Rozmerová konzistencia | Vysoká (kontrolované rozmery matrice) | Variabilné (zmršťovanie pri tuhnutí) |
Materiály používané v drvičových výkovkoch
Drvič výkovkov sú produced from wear-resistant alloy steels specifically selected to provide the correct balance of hardness, toughness, and thermal stability for each application:
- Stredne uhlíkové legované ocele (napr. 42CrMo4, 4140): ťažný materiál pre hriadele drvičov, ramená pitmanov a prepínacie dosky – po kalení a tepelnom spracovaní, pevnosti v ťahu 900–1 100 MPa s hodnotami Charpyho nárazu nad 60 J sú dosiahnuteľné, čo poskytuje kombináciu pevnosti a húževnatosti potrebnú pre dynamické zaťaženie
- Chrómové ocele s vysokým obsahom uhlíka: pre aplikácie, kde sú primárnymi požiadavkami povrchová tvrdosť a odolnosť proti opotrebovaniu, vysokouhlíkové chrómové ocele tepelne spracované na 55–62 HRC poskytujú potrebnú odolnosť proti oderu na kontaktných plochách ložiskových čapov a povrchov vačiek
- Ocele legované niklom, chrómom a molybdénom: pre najväčšie a najviac zaťažované komponenty v primárnych drvičoch – veľmi veľké excentrické hriadele a hlavné hriadele, kde hrúbka sekcie obmedzuje hĺbku prieniku tepelného spracovania – triedy Ni-Cr-Mo poskytujú prekalenie v hrubých sekciách, čím zaisťujú konzistentné mechanické vlastnosti v celom priereze výkovku
- Legované ocele odolné voči opotrebovaniu so zvýšeným obsahom Mn-Si: pre telesá kladív a fúkacie tyče nárazových drvičov, kde sa vyžaduje počiatočná tvrdosť a schopnosť deformácie pri náraze
Výrobný proces: Od predliatku po hotové kovanie
Výroba výkovkov z drviča sa riadi riadeným postupom, ktorý optimalizuje vnútornú štruktúru zŕn a mechanické vlastnosti:
- Výber ocele a príprava ingotov: triedy legovanej ocele sa vyberajú podľa špecifikácie komponentu; pre kritické veľké výkovky, ingoty pretavené vákuovým oblúkom (VAR) alebo elektrotroskové pretavenie (ESR) minimalizujú nekovové inklúzie a segregáciu, ktorá by iniciovala únavové trhliny
- Vykurovanie predvalkov: oceľový predvalok sa zahrieva na teplotný rozsah kovania (zvyčajne 1 100 – 1 250 °C pre legovanú oceľ) v peci s riadenou atmosférou, aby sa zabránilo nadmernej tvorbe okovín a zabezpečila sa rovnomerná plasticita v celej sekcii
- Kovanie za tepla: predvalok sa tvaruje pod hydraulickým lisom alebo kladivom s kontrolovanými redukciami v každej fáze – každá redukcia zjemňuje veľkosť zrna a vyrovnáva tok zrna s geometriou dielu, čím sa uzatvára akákoľvek zvyšková pórovitosť pôvodného ingotu
- Riadené chladenie a normalizácia: výkovok sa chladí za kontrolovaných podmienok, aby sa uvoľnili kovacie napätia a vytvorila sa jednotná mikroštruktúra pred konečným tepelným spracovaním
- Tepelné spracovanie kaliť a temperovať: výkovok je austenitizovaný, kalený (v oleji, vode alebo polymérovom kalení v závislosti od veľkosti profilu a zliatiny), potom temperovaný pri teplote potrebnej na dosiahnutie špecifikovanej rovnováhy tvrdosti a húževnatosti – tento krok je kritický a vykonáva sa pod presnou časovo-teplotnou kontrolou
- Nedeštruktívne testovanie (NDT): ultrazvukové testovanie (UT) overuje absenciu vnútorných defektov; magnetická kontrola častíc (MPI) potvrdzuje integritu povrchu a blízkeho povrchu; testovanie tvrdosti vo viacerých bodoch overuje rovnomernosť tepelného spracovania
- Hrubé a dokončovacie obrábanie: CNC obrábanie na konečné rozmerové tolerancie, s povrchovou úpravou dosiahnutou podľa špecifikácie – ložiskové čapy zvyčajne vyžadujú Ra 0,8 µm alebo lepšie
Výkonnostné výhody v servise drviča
Špecifické výhody, ktoré ponúkajú výkovky s drvičom v prevádzke, sa priamo premietajú do nižších celkových nákladov na vlastníctvo pre prevádzkovateľa zariadenia:
- Predĺžené servisné intervaly: kované hriadele a konštrukčné komponenty v primárnych drvičoch bežne dosahujú životnosť 5 až 15 rokov pred výmenou – v porovnaní s 1 až 3 rokmi pre ekvivalentné odliate komponenty v rovnakej aplikácii
- Zníženie neplánovaných prestojov: absencia vnútorných defektov v kvalitných výkovkoch znamená, že zlyhanie je skôr postupné a predvídateľné než náhle – šírenie trhlín je pomalšie v rafinovaných mikroštruktúrach, čo dáva programom údržby čas na odhalenie vznikajúcej únavy pred katastrofickým zlyhaním
- Stabilita výkonu pri vysokej teplote: výkovky si zachovávajú svoje mechanické vlastnosti pri zvýšených teplotách vznikajúcich pri vysokovýkonnom drvení a metalurgickom spracovaní – zloženie zliatin a parametre tepelného spracovania sú vybrané špeciálne tak, aby si zachovali tvrdosť a pevnosť pri prevádzkových teplotách, ktoré zmäkčujú materiály nižšej kvality
- Konzistentná rozmerová presnosť: kované komponenty držia svoj tvar pri trvalom zaťažení spoľahlivejšie ako odliatky, pričom zachovávajú správnu vôľu ložísk a vyrovnanie počas celej životnosti – zachovávajú celkovú efektivitu stroja a znižujú opotrebenie sekundárnych komponentov







Správy
Napíšte nám hneď teraz!
-
Mobilný terminál
-
Rýchle odkazy
Produkty O nás Vybavenie a kapacita Kvalita Správy Kontaktujte nás -
Kategória produktu
Elektrická energia Energetické výkovky Výkovky pre lodné a prístavné stroje Banícke a hutnícke výkovky Výkovky pre potravinárske a kŕmne stroje Petrochemický priemysel výkovky Výroba zvárania POVRCHOVÉ DIELY NA MIERU -
Kontaktujte nás
Mob.: +86-173 7218 0878 Tel.: +86-515-8389 0396 E-mail: ivy.zhai@aceprocess.cn Add.: Č. 21 Jinfeng Road, Park ekonomického rozvoja, okres Dafeng, mesto Yancheng, Jiangsu, Čína
Autorské práva © 2025 Yancheng ACE Machinery Co., Ltd. Všetky práva vyhradené.
Čínsky výrobca otvorených výkovkov
dodávateľ presných výkovkov na mieru
