


Veterná turbína 3MW-10MW Výkovky z planétových nosičov





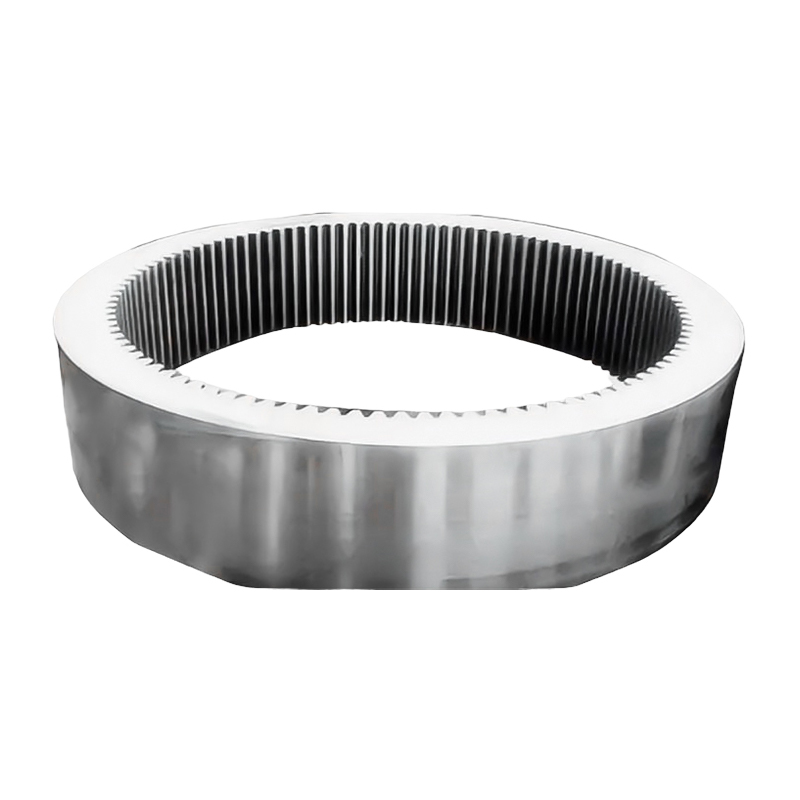
Používa sa v prevodovkách veterných turbín na prenos sily. Na výrobu sa vyberá vysokokvalitná legovaná oceľ a výkon sa zvyšuje kovaním a procesmi tepelného spracovania. Poskytuje sa poradenstvo pri inštalácii a diagnostike porúch. Ich výhody spočívajú v silnej odolnosti proti únave, ktorá zaisťuje stabilnú prevádzku prevodoviek a zlepšuje účinnosť premeny veternej energie.
ACE Group je komplexná korporátna skupina špecializujúca sa na ťažký priemyselný výrobný sektor, pôsobiaca ako Čína Výkovky pre prevodovku veterných turbín Výrobcovia a Výkovky pre prevodovku veterných turbín Závod. Jej činnosť zahŕňa kovanie, tepelné spracovanie, presné obrábanie, zvárané konštrukcie a výrobu náterov pre ťažké hnacie a voľnobežné reťaze. Táto integrovaná štruktúra pokrýva kľúčové výrobné procesy strojárskeho priemyslu, spájajúc technologickú silu s rozsiahlymi výrobnými kapacitami.
Podrobnosti o kľúčových dcérskych spoločnostiach:
Jiangsu ACE Energy Technology Co., Ltd.: Hlavná výrobná základňa skupiny, oficiálne spustená v novembri 2025. Zaberá plochu 55 akrov s celkovou zastavanou plochou viac ako 50 018 štvorcových metrov. Závod je vybavený elektrohydraulickými kladivami s hmotnosťou 3, 5 a 15 ton; zvislými valcovacími stolicami na krúžky s rozmermi 1 a 1,5 metra; energeticky účinnými plynovými vykurovacími pecami; odporovými pecami na tepelné spracovanie; kalicími kúpeľmi; indukčnými kalicími zariadeniami; obrábacími centrami a ďalším výrobným vybavením.
Yancheng ACE Machinery Co., Ltd.: Založený v roku 2019, zaberá plochu 20 akrov so zastavanou plochou 13 333 štvorcových metrov. Disponuje integrovanou linkou na výrobu zváraných-napriahacích oceľových konštrukcií a dielňou na presné obrábanie.
Yancheng ACE Surface Treatment Technology Co., Ltd.: Prevádzkuje veľkú linku na práškové nátery pre ťažké hnacie a voľnobežné reťaze. So zameraním na profesionálnu technológiu povrchovej úpravy dosahuje jednoslojový náter hrúbku 400 mikrometrov, poskytujúc spoľahlivú antikoróznu a poveternostnú odolnosť, ako aj riešenia na optimalizáciu vzhľadu, čím zlepšuje celý životný cyklus produktových služieb skupiny.
ACE Group je podporovaná manažérskym tímom mladých kľúčových zamestnancov so skúsenosťami v odvetviach materiálového inžinierstva, tepelného spracovania, obrábania a povrchovej úpravy. Dobre ovládajú medzinárodné a domáce normy, sú inovatívni a usilujú sa o novátorstvo. Dcérska spoločnosť ACE Machinery získala certifikáciu systému manažérstva kvality ISO 9001 od TÜV Rheinland, ako aj certifikácie systémov ISO 14001, 45001 a 50001. Je uznaná ako Špecializovaný, Presný, Unikátny a Inovatívny Podnik, Národný High-Tech Podnik a má firemný úverový rating úrovne 3A.
Opierajúc sa o integrované systémy riadenia MES a ERP, integráciu informatizácie a industrializácie, cloudové ukladanie dát a snahu vybudovať moderný energeticky účinný podnik, skupina udržiava komplexný kontrolný systém. Disponuje meracími nástrojmi, zariadeniami na nedestruktívne skúšanie a kvalifikovaným personálom, zavádzajúc prísnu kontrolu od vnútornej kvality materiálov po vzhľad a rozmery. Všetok expedovaný tovar prechádza 100% kontrolou, podľa obchodnej filozofie usilovania o 100% kvalitnú expedíciu a nulové sťažnosti zákazníkov. Bude vytvorená laboratórium štandardu CNAS na poskytovanie vedeckej testovacej podpory pri kontrole kvality vo výrobe a technologickom výskume a vývoji, čím sa zvýši kvalita produktov a technologické inovácie.
V budúcnosti ACE Group bude naďalej využívať technické výhody a priemyselnú synergiu svojich dcérskych spoločností. Prostredníctvom štandardizovanej výroby, špecializovaných technológií, integrovaných služieb a prísneho systému kontroly kvality sa skupina snaží poskytovať efektívne a spoľahlivé riešenia v oblasti priemyselnej výroby pre globálnych zákazníkov, sebavedome smerujúc k tomu, aby sa stala popredným komplexným dodávateľom výrobných služieb v odvetví.







Wind turbine gearbox forgings are precision-engineered metal components produced through controlled deformation of high-grade alloy steel, designed specifically to transmit and amplify rotational forces within a wind turbine's drivetrain. In simple terms, they are the structural backbone of the gearbox — converting th...
Zobraziť viacPre lodné hnacie hriadele, kované hriadele sú vynikajúcou voľbou v takmer každej náročnej aplikácii . Kovaním sa vytvára súvislá, zarovnaná štruktúra zŕn, ktorá zvyčajne poskytuje pevnosť v ťahu o 20 až 40 % vyššie ako ekvivalentné liate hriadele z rovnakej zliatiny, s...
Zobraziť viacNavrhovaná životnosť výkovky prevodovky veterných turbín je zvyčajne 20 rokov , ktorá je v súlade so štandardnou prevádzkovou životnosťou modernej veternej turbíny. Pri optimálnom výbere materiálu, kvalite výroby, riadení mazania a údržbe môžu vysokovýkonné kované komponenty – vráta...
Zobraziť viac









Prevodovky veterných turbín patria medzi najviac namáhané prostredia v sektore obnoviteľnej energie. Kované komponenty sú uprednostňované pred odlievanými dielmi, pretože ponúkajú vynikajúcu odolnosť proti únave, rázovú húževnatosť a jednotnú štruktúru zŕn, ktorá dokáže odolať extrémnemu krútiacemu momentu a cyklickému zaťaženiu, aké sa vyskytujú v moderných turbínach s výkonom 1 MW – 15 MW.
Väčšina rotujúcich dielov a ťažkých nosných prvkov v prevodovke veternej turbíny je kovaná:
Záslepky ozubených kolies: Veľké disky používané pre planétové súčiastky, slnečné súkolia a ozubené kolieska. Tieto vyžadujú vysokú tvrdosť povrchu a húževnatosť jadra.
Hlavné hriadele a vstupné/výstupné hriadele: Prenášajú masívny krútiaci moment z rotora na vysokorýchlostné stupne prevodovky.
Bezšvové valcované krúžky: Používajú sa na vonkajšie ozubené kolieska a ložiská.
Spojky a príruby: Konektory pre veľké zaťaženie, ktoré spájajú komponenty hnacieho ústrojenstva.
Ak chcete prežiť 20 rokov v pobrežných alebo odľahlých prostrediach, materiály musia byť vysoko čisté legované ocele.
| Stupeň materiálu | Vlastnosti kľúča | Typická aplikácia |
| 18CrNiMo7-6 | Vysoká prekaliteľnosť, vynikajúca únavová pevnosť. | Vysokorýchlostné prevody a planétové prevody. |
| 42CrMo4 / 4140 | Vysoká húževnatosť a stredná odolnosť proti opotrebovaniu. | Hlavné hriadele a vstupné hriadele prevodovky. |
| 34CrNiMo6 | Výnimočná hĺbka kalenia a rázová pevnosť. | Hriadele s veľkým priemerom a odolné krúžky. |
| 43B17 | Vysoká pevnosť jadra a odolnosť proti opotrebovaniu. | Polotovary ozubených kolies a spojky s vysokým krútiacim momentom. |
Výroba kovania prevodovky veternej turbíny prebieha v prísnom poradí:
Tavenie ingotov: Používa EF (elektrická oblúková pec) LF (rafinácia) VD (vákuové odplyňovanie) na zabezpečenie ultračistej ocele s nízkym obsahom síry a fosforu.
Prevedenie kovania:
Voľné kovanie pre veľké hriadele.
Zápustkové kovanie pre vysoko presné prevody a spojky.
Ring Rolling pre vysoko pevné kruhové komponenty.
Tepelné spracovanie: Kritické kroky ako normalizácia, kalenie a temperovanie na zjemnenie štruktúry zŕn. Ozubené kolesá často podstupujú nauhličovanie (Case Hardening), aby sa dosiahol tvrdý povrch pri zachovaní ťažného jadra.
Presné obrábanie: CNC hrubé sústruženie a dokončovacie brúsenie, aby sa splnili tolerancie až $\pm 0,001 $ palca.
Veterné prevodovky sú známe tým, že sú „slabým miestom“ životnosti turbíny, takže testovanie je prísne:
Ultrazvukové testovanie (UT): Povinné na detekciu vnútorných dutín alebo nekovových inklúzií v strede hrubých výkovkov.
Magnetic Particle Inspection (MT): Používa sa po obrábaní na nájdenie povrchových mikrotrhlín.
Overenie toku zrna: Zabezpečenie „línií toku“ kovu podľa geometrie dielu, aby sa maximalizovala pevnosť.
Zhoda: Musí spĺňať normy ako ISO 61400-4 (konštrukčné požiadavky na prevodovky veterných turbín) a AGMA 6006.
Otázka: Prečo nepoužívať odlievanie pre tieto prevody?
Odpoveď: Odliatok často obsahuje drobné póry alebo chyby „zmršťovania“. Vo veternej turbíne môže jedna chyba pôsobiť ako zvýšenie napätia, čo vedie k vylomeniu zuba ozubeného kolesa pri silných nárazoch vetra. Výkovky sú v podstate „bez dutín“.
Otázka: Čo je najväčšou hrozbou pre tieto kované diely?
A: Mikropitting a biele leptané trhliny (WEC). Ide o problémy s únavou na úrovni povrchu spôsobené kombináciou kolísavého zaťaženia a chemických interakcií s mazivami.
Otázka: Ako dlho trvá výroba vlastného hriadeľa prevodovky?
Odpoveď: Vzhľadom na požiadavky na čistotu materiálu a cykly tepelného spracovania sa dodacia lehota tradične pohybuje od 20 do 52 týždňov, hoci špecializovaní „rýchlo“ výrobcovia to môžu skrátiť na približne 10 týždňov.
